













Приветствую вас Уважаемые Мастера!
Всех кому может быть интересна тема углубленного изучения свойств и технологии изготовления быстрорежущих сталей и не только.
Идея написания данной статьи закралась мне достаточно давно, после того как я увлекся токарной обработкой дерева. Опытные мастера токари уже давно и по достоинству оценили резцы, изготовленные из быстрореза, за их прекрасную способность долгое время сохранять остроту режущей кромки, даже в самых нагруженных и агрессивных режимах работы, с твердыми породами. Наверняка, многие Мастера пытались самостоятельно изготовить резцы из заготовок быстрорежущей стали. Но у многих ли это получилось?
В этой статье я попытаюсь доступно раскрыть и описать фундаментальные знания в области металлургии и металловедения, таким образом, что бы у читателя, не обремененного такими знаниями, появилась ясность по таким вопросам как:
- Что же такое быстрорежущая сталь и почему ее режущие свойства так сильно отличаются от «обыкновенной» инструментальной, углеродистой стали. Как устроен быстрорез?
- Как произвести термическую обработку заготовки из быстрорежущей стали, что бы придать ей максимально высокие эксплуатационные характеристики.
Сразу хочу сказать, что статья получится объемной и наполненной научными терминами, без использования которых, к сожалению никак не погрузиться в эту тему. В процессе погружения я буду затрагивать множество интересных, на мой взгляд, тем не связанных напрямую с быстрорезами, но без которых полное погружение не представляется возможным. Ну а насколько доступно и самое главное интересно я смогу это сделать, попрошу вас дорогие друзья оценить в комментариях.
Содержание статьи:
1. Сталь с точки зрения металловедения
2. Закалка
3. Отпуск
4. Быстрорежущие стали
1. Сталь с точки зрения металловедения
Что бы разобраться, как же устроена быстрорежущая сталь и почему она может то, чего не может обычная высокоуглеродистая сталь, для начала давайте разберем, что же такое сталь?
Краткое определение говорит нам, что сталь - это сплав железа с углеродом, в котором углерода менее 2,14 %. Так же в стали могут содержаться легирующие элементы – химические элементы, которые придают ей необходимые свойства (твердость, износостойкость, жаропрочность, коррозионную стойкость). В зависимости от марки стали и ее назначения содержание и состав легирующих элементов в ней может варьироваться в достаточно широких пределах.
Поподробней я бы хотел остановиться на том, в каком виде находится углерод в стали. Углерод может быть в виде твердого раствора в железе, а так же может быть связан в виде химических соединений – карбидов, например карбид железа Fe3C (цементит). При наличии в стали большого содержания некоторых легирующих элементов, углерод и с ними вступает в химическую реакцию образуя карбиды, например карбиды вольфрама, молибдена, хрома и другие. Карбиды железа и других элементов обладают очень высокой твердостью.
Железо основой и главный элемент стали. Железо по своей природе полиморфно – это значит, что на атомарном уровне в зависимости от температуры при которой оно находится, оно имеет различное строение кристаллической решетки (различное расположение атомов в кристаллической решетке) рис 1-2.
При нагреве или охлаждении железа в определенных температурах, происходит перекристаллизация – перестроение одной кристаллической решетки в другую.
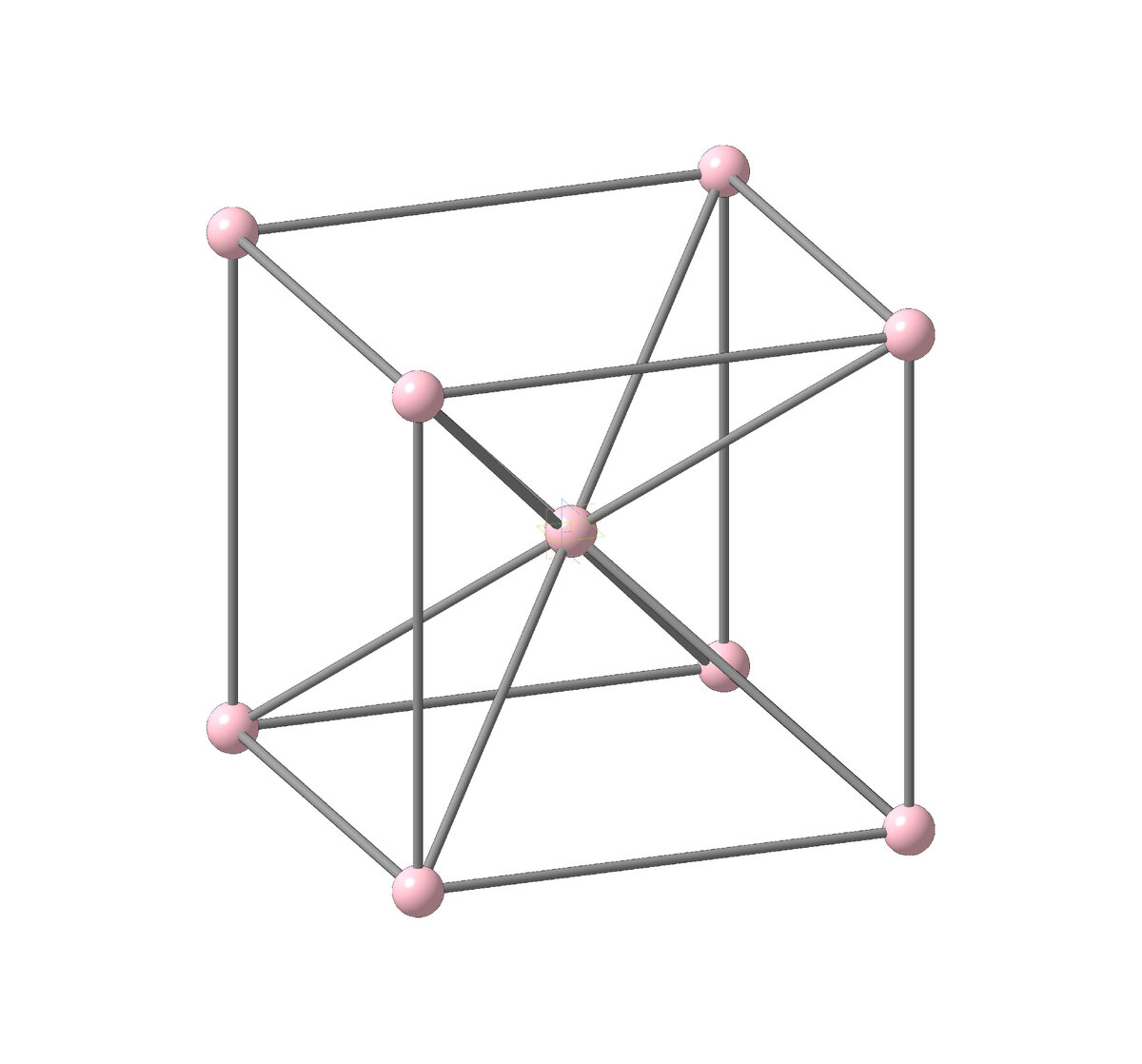
Рис.1
На рис.1 показана ОЦК решетка (объемноцентрированная кубическая), такое строение соответствует так называемому альфа железу (α-Fe), α-Fe может существовать при температурах не выше 727 °С. При этом мы видим, что в ОЦК решетке атомы железа расположены в углах куба, а так же в центре его объёма.
Применительно к сталям содержание углерода, в которых выше 0,8 % (в т.ч. и быстрорежущие) при нагревании свыше 727 градусов, происходит полиморфное превращение железа и ОЦК решетка превращается в ГЦК – гранецентрированную кубическую (рис.2) такое железо, называют гамма железо (γ-Fe). Здесь уже атомы расположены по другому, в углах куба, а также в центре каждой грани, но внутри объёма куба атома нет.
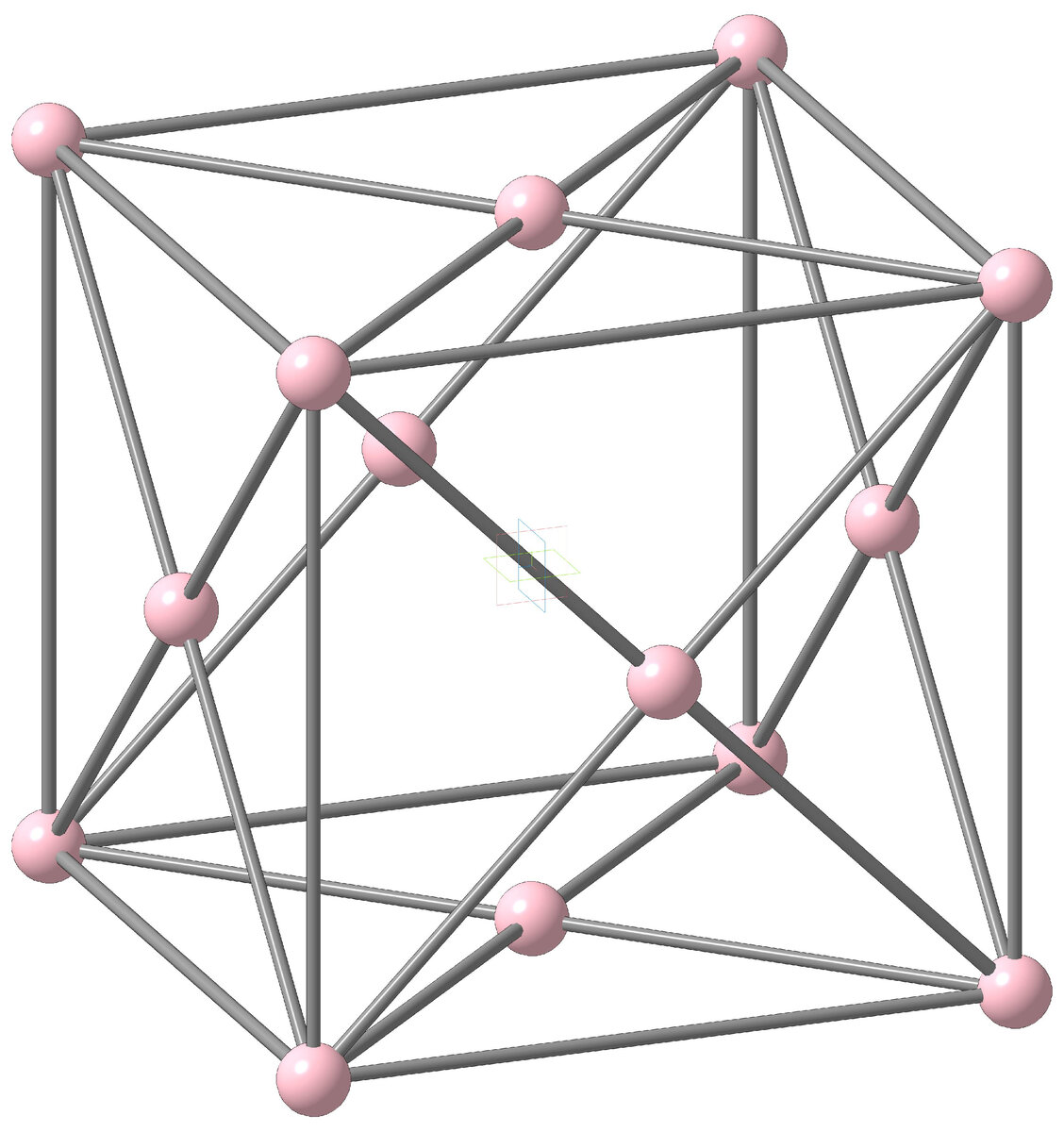
Рис. 2
Зачем нам все эти научные подробности спросите вы, не торопитесь, скоро все встанет на свои места.
Дело в том, что максимальная растворимость углерода в альфа железе составляет всего лишь 0,02%, а остальной углерод связывается с железом химически образуя карбид железа (цементит). Если в стали присутствуют определенные карбидообразующие легирующие элементы, такие как вольфрам, ванадий, кобальт, хром, молибден, то углерод и с ними образует карбиды.
Но все меняется, как только мы нагреваем нашу заготовку свыше 727 градусов. Потому что после превращения ОЦК решетки, в решетку ГЦК, резко возрастает растворимость углерода. Максимальная растворимость углерода в гамма железе (железе с решеткой ГЦК) равна 2,14%.
И как только произошла перекристаллизация и α-Fe превратилось в γ-Fe, тот углерод, который был связан в карбиды, в альфа железе, постепенно начинает растворяться в гамма железе, т.к. растворимость в нем значительно больше.
Для справки раствор углерода в альфа железе называют феррит. А раствор углерода в гамма железе называют аустенит.
Хочу обратить Ваше внимание, на то, что процесс растворения карбидов в гамма железе или аустените происходит не мгновенно, для этого требуется некоторое время, т.к. этот процесс идет по диффузионному механизму. А для растворения карбидов легирующих элементов в аустените, его необходимо нагреть до температур превышающих 1100 °С, потому что химические связи в таких карбидах более прочные.
2. Закалка
Закалка стали это операция ее термической обработки, которая заключается в нагреве до температур не менее 727 градусов (на практике выше 750), а для быстрорежущих сталей свыше 1100 °С, небольшой выдержкой и последующим резким охлаждением как правило в воде или масле.
Технологические режимы закалки (температура нагрева, выдержка и среда охлаждения) зависят от марки стали (ее химического состава). Закалка значительно увеличивает твердость углеродистых сталей и чем выше содержание углерода, тем выше будет твердость стали после закалки.
Но что же происходит со сталью в процессе закалки давайте разберем, опираясь на представленную ранее информацию, на примере углеродистой стали У8 с содержанием углерода 0,8 %.
Начнем с нагрева под закалку, который для этой стали составляет порядка 780-800 градусов. При этой температуре феррит превращается в аустенит, а все имеющиеся карбиды железа постепенно растворяются нем.
Кстати для того что бы сталь хорошо и правильно закалилась, необходимо сделать небольшую выдержку при заданной температуре нагрева, как раз для того, что бы все карбиды успели раствориться в аустените.
Первое условие выполнено, сталь нагрета и выдержана, следующий этап – быстрое охлаждение, в воде или масле. Почему именно быстрое и что будет, если охладить медленно спросите вы? Начну с ответа на второй вопрос.
Если сталь начать охлаждать медленно, то при снижении температуры ниже 727 °С кристаллическая решетка железа из ГЦК превратится в ОЦК, аустенит начнет превращаться в феррит и естественно этот процесс будет сопровождаться снижением растворимости углерода и постепенным выделением его в виде карбидов (цементита). В итоге мы получим механическую смесь феррита и цементита, которую называют перлит. Твердость перлита составляет порядка 15-20 HRC, что является достаточно низким значением. А целью закалки является значительное увеличение твердости стали, для стали У8 это значения не ниже 62 HRC. Теперь давайте разберем, почему же при быстром охлаждении твердость значительно возрастает.
При высокой скорости охлаждения аустенита и резком снижении температуры с 780 до 20 градусов, кристаллическая решетка железа из ГЦК превращается в ОЦК, а вот углерод выделиться в виде карбидов железа не успевает. И мы получаем, Внимание - Пересыщенный раствор углерода в альфа железе, который называется Мартенсит. При этом происходит искажение кристаллической решетки, она в прямом смысле деформируется, в связи с чем, возникают значительные внутренние напряжения, что обуславливает увеличение твердости и прочности стали, но и снижение её ударной вязкости, поэтому сталь сразу после закалки достаточно хрупкая. Скорость мартенситного превращения очень высока, порядка 1000 м/с, т.к. оно идет бездиффузионно, в отличии от образования перлита. При образовании Мартенсита атомы перемещаются с большой скоростью, по сдвиговому механизму.
Мартенсит структура не равновесная и при ее нагреве происходит диффузионное перераспределение атомов углерода, начинают образовываться карбиды (цементит), степень искажения кристаллической решетки снижается, на этом основан следующий за закалкой вид термической обработки стали – Отпуск.
3. Отпуск
Как было указано выше помимо высокой прочности и твердости закаленная сталь достаточно хрупкая, что накладывает ограничения в ее применении. Отпуск закаленной стали позволяет снять образующиеся при закалке внутренние напряжения, тем самым снизить хрупкость (увеличить ударную вязкость), при этом сохранить высокую твердость и прочность стали (в зависимость от вида отпуска).
Отпуск – это вид термической обработки закаленной стали, заключающийся в нагреве, как правило, не выше 680 градусов, выдержке при этой температуре и медленном охлаждении.
Отпуск можно условно разделить на 3 вида:
Низкий – температура нагрева не превышает 200 градусов
Средний – температура нагрева составляет 300 – 500 градусов
Высокий – температура нагрева составляет 500 – 680 градусов
Давайте разберем, что же происходит с закаленной сталью в процессе отпуска. С увеличением температуры, в кристаллической решетке мартенсита искаженной избыточными атомами углерода, скорость процессов диффузии возрастает и атомы углерода начинают химически взаимодействовать к атомами железа, образуя известный нам карбид железа Fe3C (цементит). При этом углерод начинает выделяться из мартенсита, в виде цементита, степень искажения кристаллической решетки мартенсита снижается, соответственно снижаются и внутренние напряжения.
При температуре около 200 градусов (низкий отпуск) этот процесс идет с минимальной скоростью, размеры частиц образующегося цементита минимальны и они равномерно распределены по всему объему мартенсита. Поэтому после низкого отпуска твердость закаленной стали практически не снижается, а бывает, что и увеличивается, за счет равномерного выделения мелкодисперсных карбидов. Но при этом, так как степень искажения кристаллической решетки мартенсита снижается, то и уменьшаются внутренние напряжения, возрастает ударная вязкость, хрупкость стали снижается.
С увеличением температуры скорость диффузии углерода возрастает, количество образующихся карбидов так же увеличивается, при этом увеличиваются и их размеры, происходит их коагуляция (укрупнение). Углерод, образующий карбиды выделяется из мартенсита, тем самым уменьшая степень искаженности его кристаллической решетки. В связи, с чем твердость мартенсита начинает снижаться, а внутренние напряжения полностью уходят. Отпуск закаленной стали У8 при температуре 400-450 градусов, снижает ее твердость до 40-45 HRC.
При увеличении температуры свыше 500 градусов (высокий отпуск) твердость снижается более значительно, а мартенсит распадается на сорбит и троостит.
Хочу обратить внимание на то что, снижение твердости в процессе отпуска происходит под влиянием двух факторов:
· Уменьшение степени искаженности кристаллической решетки мартенсита, за счет выделения из него карбидов.
· Коагуляция (укрупнение) и рост самих карбидов.
Причем вторая причина вроде бы не столь очевидно должна приводить к снижению твердости, потому что выше я отмечал, что сами по себе карбиды обладают достаточно высокой твердостью. Высокую твердость в стали карбиды обеспечивают только в равномерно распределенном, мелкодисперсном состоянии. И этот момент очень важен и в дальнейшем будет играть одну из ключевых ролей обеспечивающих высокие режущие свойства быстрорежущих сталей.
1. Быстрорежущие стали
Быстрорежущая сталь Р18 появилась на рубеже XIX—XX веков (изобретатели Ф. Тейлор и А. Уайт), ее состав (средний) 0,8 % С, 18 % W; 4 % Сг; 1 % V. Быстрорежущие стали предназначены для изготовления режущего инструмента, работающего при высоких скоростях резания. Быстрорежущая сталь должна обладать высокой горячей твердостью (твердостью в горячем состоянии) и красностойкостью (насколько эта твердость сохраняется во времени). Эти свойства необходимы, так как в процессе работы тепло, в основном (на 80 %), концентрируется в инструменте, нагревая его. Очевидно, чем больший нагрев (по температуре и продолжительности) без размягчения может выдержать материал, тем при большей скорости резания он может работать.
На рис. 3 приведены кривые, показывающие твердость трех различных сплавов при разных температурах. Твердость углеродистой стали после нагрева до 200 °С начинает быстро падать. Следовательно, для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °С.
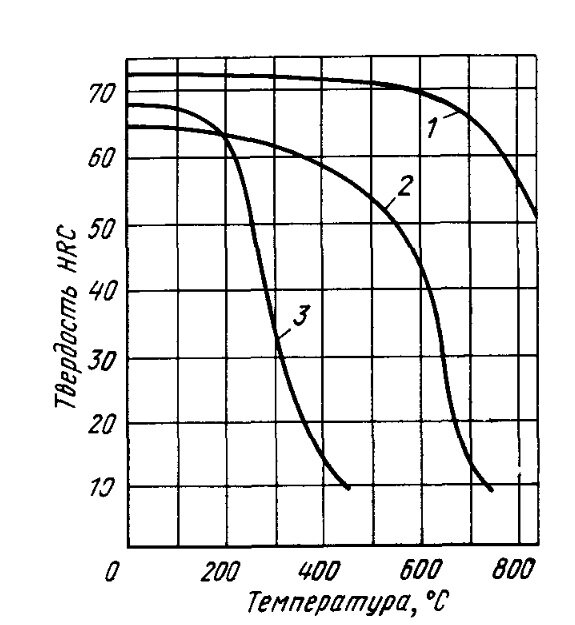
Рис. 3. Твердость инструментальных материалов в нагретом состоянии: 1 — твердый сплав: 2 — быстрорежущая сталь: 3 — углеродистая сталь
У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °С. Таким образом, инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали. Более производительным является инструмент из твердого сплава, так как нагрев до 800 °С мало влияет на его твердость.
Следует отметить, что твердость в холодном состоянии не определяет режущие способности стали. Как видно из рис. 3, твердость углеродистой стали при нормальной температуре даже выше, чем быстрорежущей, но ее режущие свойства намного ниже. Высокая твердость инструментальной стали необходима во всех случаях, но для быстрорежущего инструмента требуется высокая твердость не только в холодном состоянии, но и при повышенных температурах.
Красностойкость определяет, сколь долго такая твердость сохраняется, поскольку при этих рабочих температурах происходят процессы коагуляции карбидов снижающих твердость.
Горячая твердость, и красностойкость определяются разупрочнением закаленной стали при нагреве, необратимым изменением твердости.
Как было указано ранее, при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбидов. Пока выделившиеся карбиды еще находятся в мельчайшем дисперсном рассеянии (т. е. на первой стадии выделения при отпуске до 200 °С), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °С, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно ее легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов.
Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Дело в том, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °С.
Таким образом, красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды и эти карбиды переходят в раствор при закалке.
В табл. 1 приведены составы быстрорежущих сталей, вошедших в ГОСТ 19265—73 или технические условия.
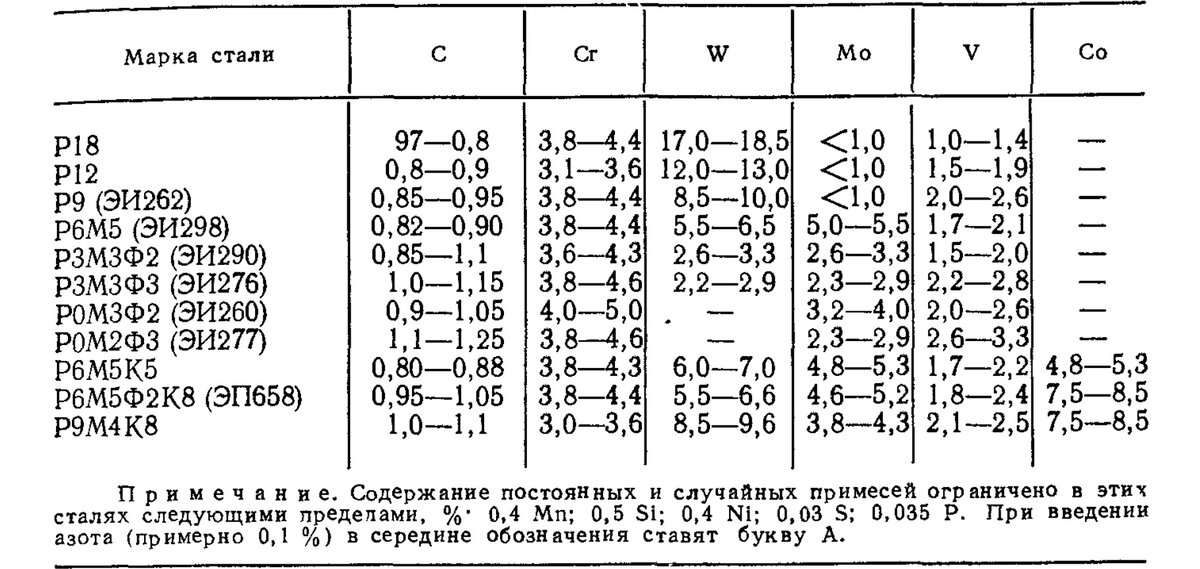
Таблица 1. Состав основных марок быстрорежущих сталей, %
Все быстрорежущие стали обозначаются первой буквой Р (рапид — скорость), следующая цифра содержание вольфрама (буква В — пропускается), затем указывается после букв М, Ф и К содержание молибдена, ванадия и кобальта.
Быстрорежущая сталь обычно изготавливается традиционными металлургическими приемами — разливкой в слитки и последующей ковкой и прокаткой (рис 4).
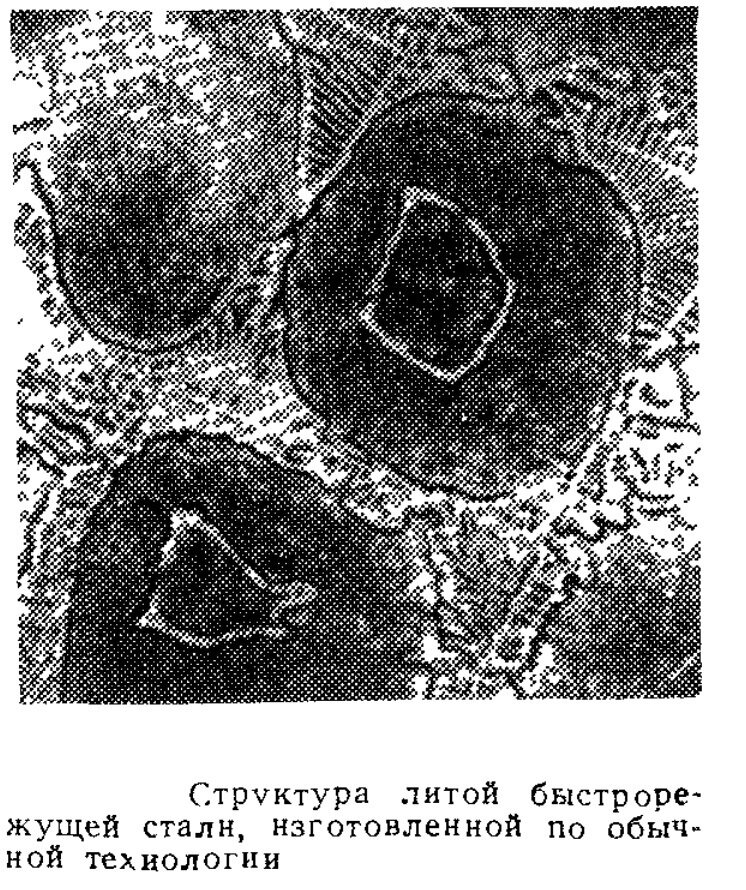
Рис. 4
Более современный способ изготовления быстрорежущей стали — распыление расплава азотом; при этом образуются шаровидные частицы размером 50— 500 мкм, со структурой дендритов, состав которых близок к составу расплава (без выделения карбидов). Естественно, что такое состояние не равновесно, при технологических нагревах происходит распад твердого раствора, выделение карбидов, значительно меньших по размеру, чем карбиды, образовавшиеся при кристаллизации из жидкой фазы (см. рис. 5, а, б). Сталь с такой дисперсной карбидной фазой обладает лучшими технологическими и механическими свойствами, карбиды легче переходят в твердый раствор, а последние обеспечивают высокие режущие свойства.
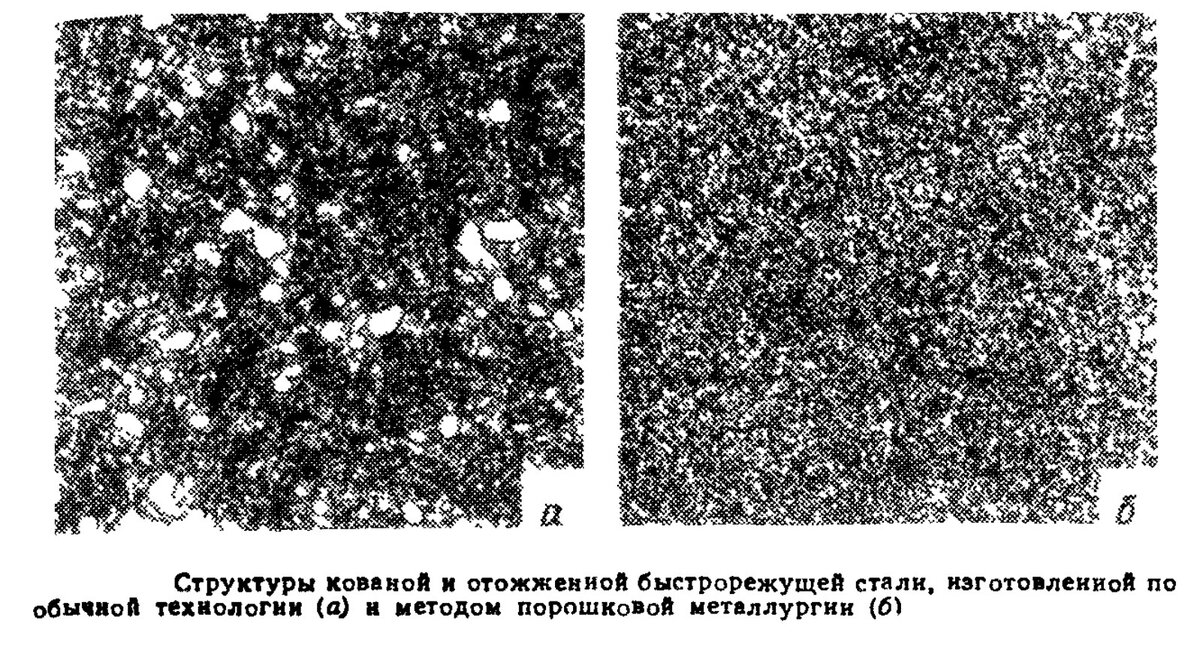
Рис. 5
Чтобы получить высокую красностойкость, при закалке быстрорежущей стали, необходимо полнее растворить, насытить γ-твердый раствор (аустенит) углеродом и легирующими элементами — вольфрамом, молибденом и ванадием, что достигается применением высокой температуры закалки.
Из рис. 6 видно, что чем выше температура закалки, тем больше в раствор переходит этих элементов и тем выше красностойкость. Отсюда рекомендация нагревать при закалке как можно выше, вплоть до начала оплавления. Но в настоящее время от этой рекомендации отказались, так как при таком излишне высоком нагреве происходит рост зерна и ухудшаются механические свойства.
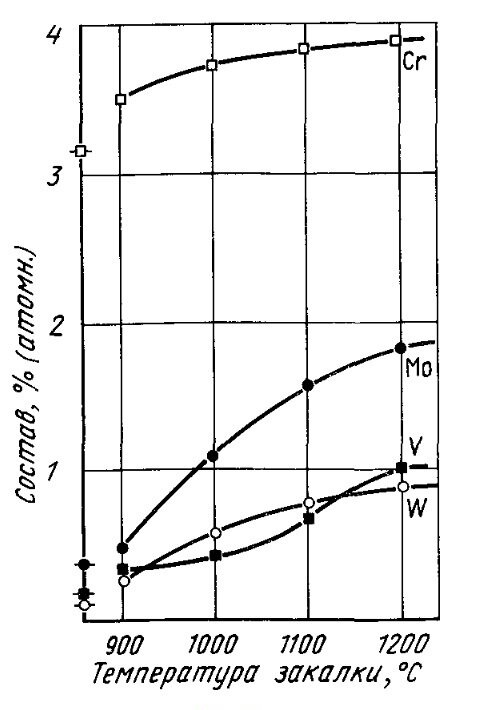
Рис. 6
Исследование структуры хорошо иллюстрирует изменение в строении в зависимости от температуры закалки. На рис. 7 показана структура стали Р6М5 после закалки при разных температурах. На рис. 7а—недогрев; видно большое количество нерастворимых карбидов; на рис. 7в — перегрев, крупное зерно, на рис. 7б структура правильно закаленной стали.
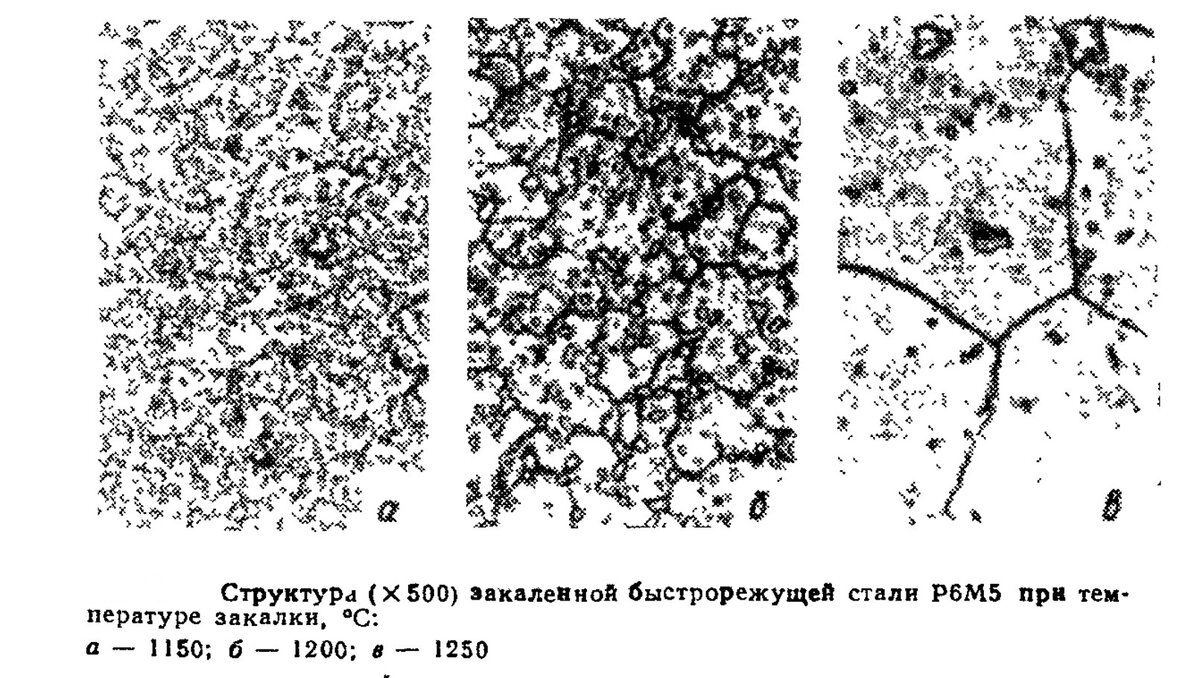
Рис. 7
В таблице 2 приведены оптимальная температура нагрева под закалку некоторых наиболее распространенных быстрорежущих сталей, состав твердого раствора, красностойкость и количество остаточного аустенита после закалки.
Из табл. 2 следует что, несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, сумма W + Мо + V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки.
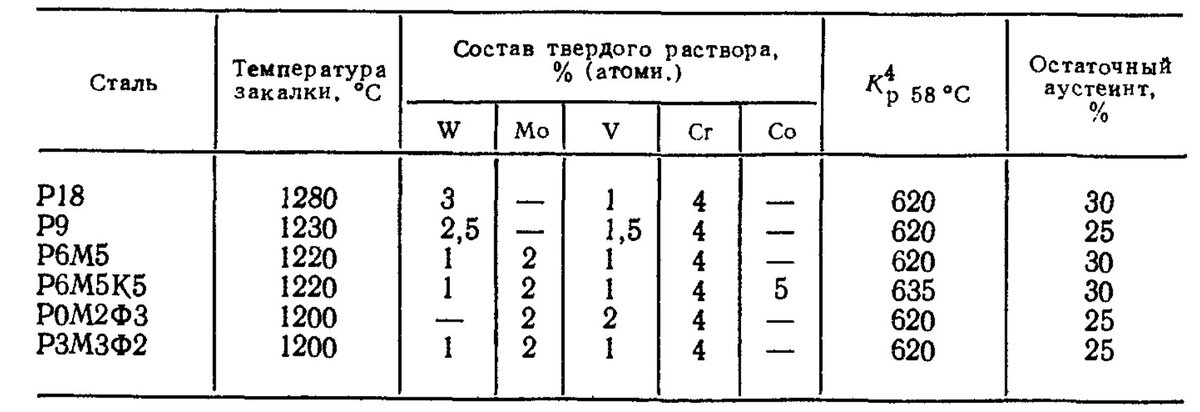
Таблица 2
Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
В табл. 2 указывается процент остаточного аустенита, в закаленной стали, это показывает, что мартенситное превращение не идет до конца. Из-за высокой легированности быстрорежущей стали, точка окончания мартенситного превращения лежит ниже точки комнатной температуры.
Остаточный аустенит — нежелательная структурная составляющая в инструментальных сталях. Он снижает твердость, уменьшает теплопроводность (поэтому при прочих равных условиях режущая кромка инструмента нагревается до более высокой температуры).
Для превращения остаточного аустенита в мартенсит производят обработку холодом или отпуск.
При обработке холодом продолжается мартенситное превращение и после охлаждения до -70 ÷ -80 °С, все же его сохраняется примерно 10 % (допустимо более глубокое охлаждение вплоть до температуры жидкого азота (—196 °С), но это не ведет к уменьшению количества остаточного аустенита, его сохраняется примерно еще 10 %. Для уменьшения напряжения и отпуска мартенсита и после обработки холодом делается отпуск при 560 °С.
К примеру у английского производителя резцов Crown, есть серия CRYO, скорее всего технологический процесс изготовления резцов данной серии, как раз включает в себя обработку холодом.
Без обработки холодом остаточный аустенит может быть превращен в мартенсит отпуском. Для этого закаленную сталь нагревают до 560 °С, при этом из аустенита выделяются карбиды типа М2С.
Для более полного превращения операцию отпуска повторяют два или три раза (так называемый «многократный отпуск»).
Графики термообработки быстрорежущей стали с обработкой холодом или многократным отпуском приведены на рис.8 и 9.
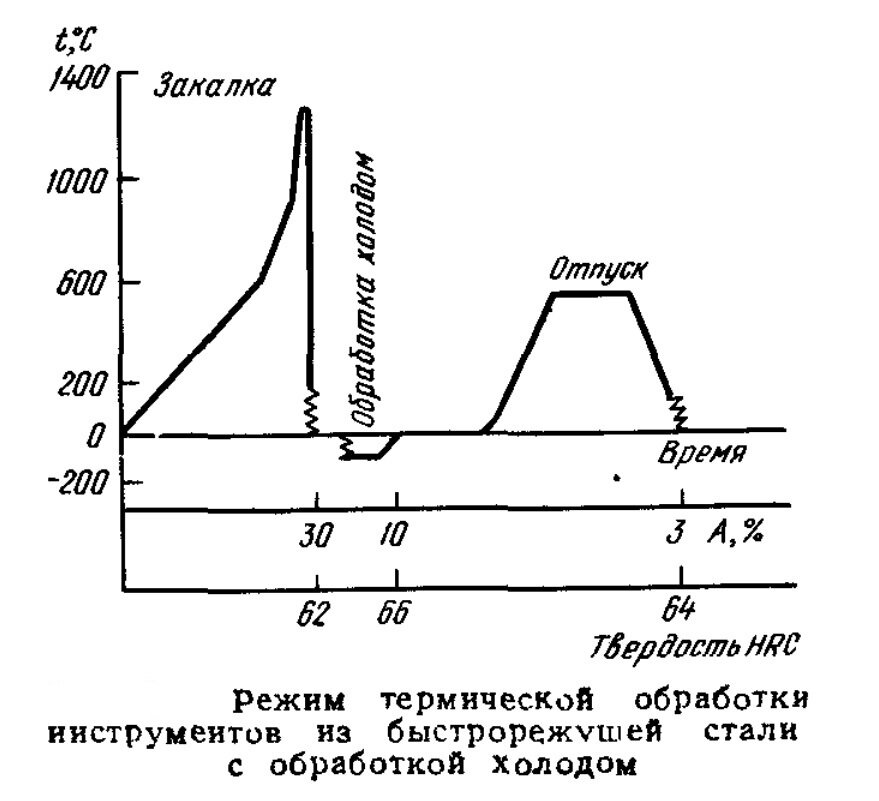
Рис. 8
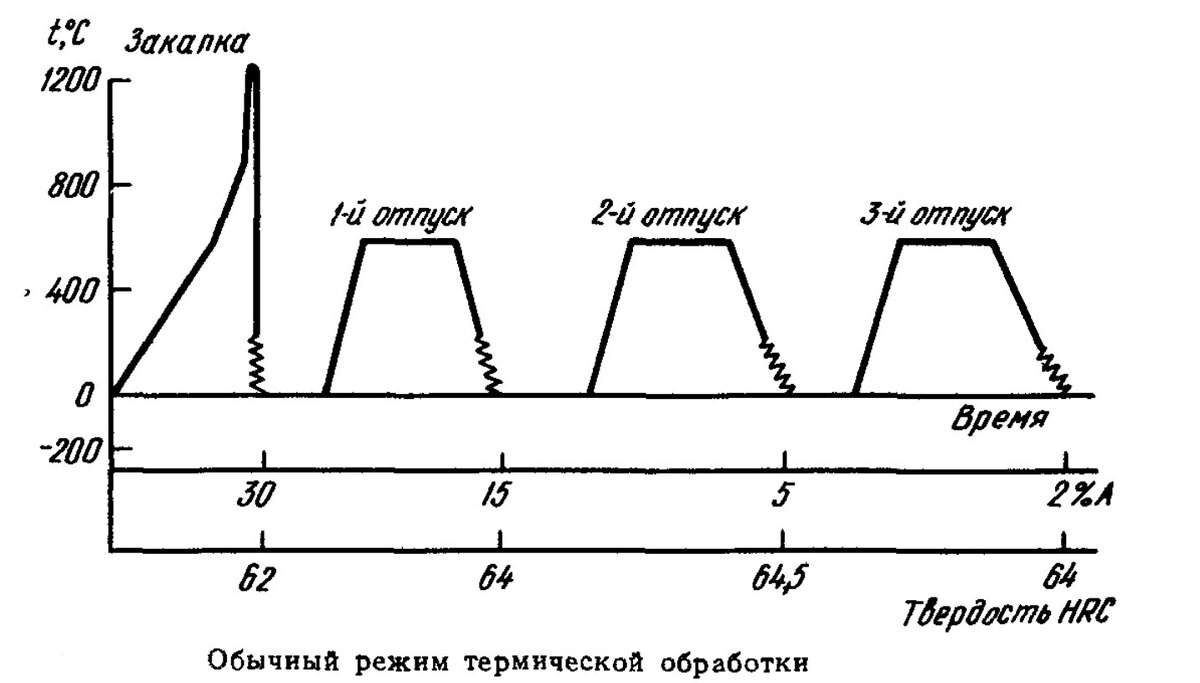
Рис. 9
Температурные режимы термической обработки быстрорежущей стали разных марок представлены в табл. 3.
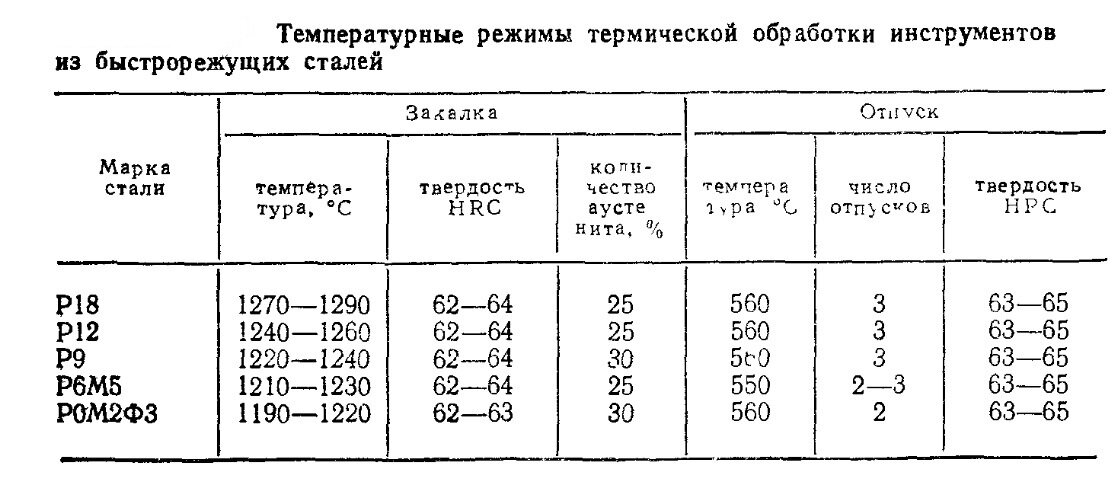
Таблица 3
Перед закалкой быстрорежущая сталь должна быть хорошо отожжена.
Обычно проводят изотермический отжиг, так как это ускоряет процесс. В этом случае сталь нагревают до 860—900 °С и после выдержки охлаждают до 700 —750 °С. В этом интервале температур сталь выдерживают до окончания превращения аустенита, которое заканчивается за 1,5—2 ч.
Твердость после такой обработки должна составлять 207— 255 НВ. Структура состоит из сорбита с включениями первичных и вторичных карбидов (см. рис. 5).
В плохо отожженной быстрорежущей стали после закалки наблюдается особый вид брака: при нормальной твердости и нормальном количестве остаточного аустенита сталь оказывается очень хрупкой, а ее излом грубозернистый, чешуйчатый, напоминает нафталин (рис. 10). Этот вид брака быстрорежущей стали обычно называется нафталиновым изломом.

Рис. 10
Качество быстрорежущей стали в значительной степени определяется также степенью ее прокованности. При недостаточной проковке наблюдается так называемая карбидная ликвация (рис. 11), представляющая собой остатки участков ледебуритной эвтектики, не разбитых ковкой. Чем резче выражена карбидная ликвация, тем ниже качество быстрорежущей стали (понижается стойкость инструмента в работе, увеличивается его хрупкость. Разумеется, в быстрорежущей стали, изготовленной методами порошковой металлургии, карбидная ликвация отсутствует.
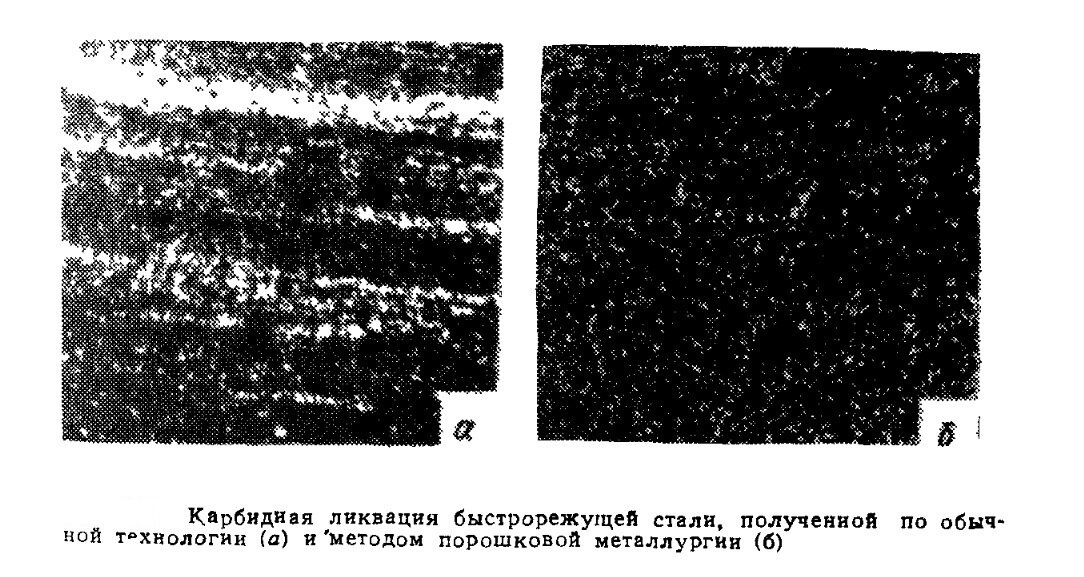
Рис. 11
Для сравнения ниже приведу справочные характеристики быстрорежущей стали Р18 (рис. 12), изготовленной по традиционной технологии и стали Р6М5Ф3 МП (рис.13), изготовленной методом порошковой металлургии.
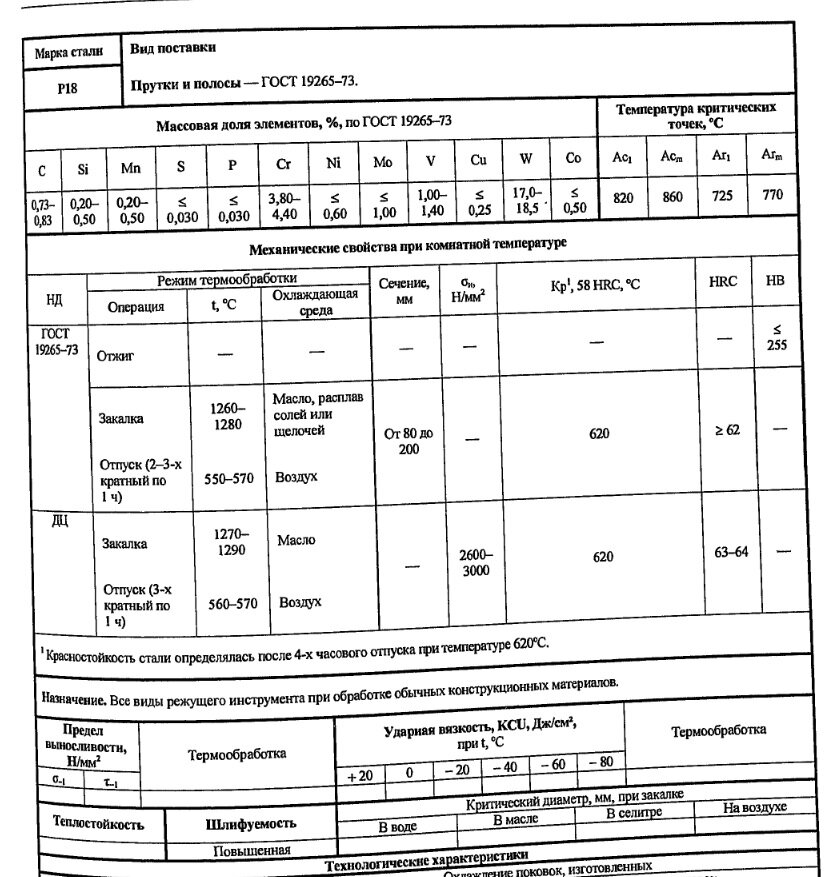
Рис. 12
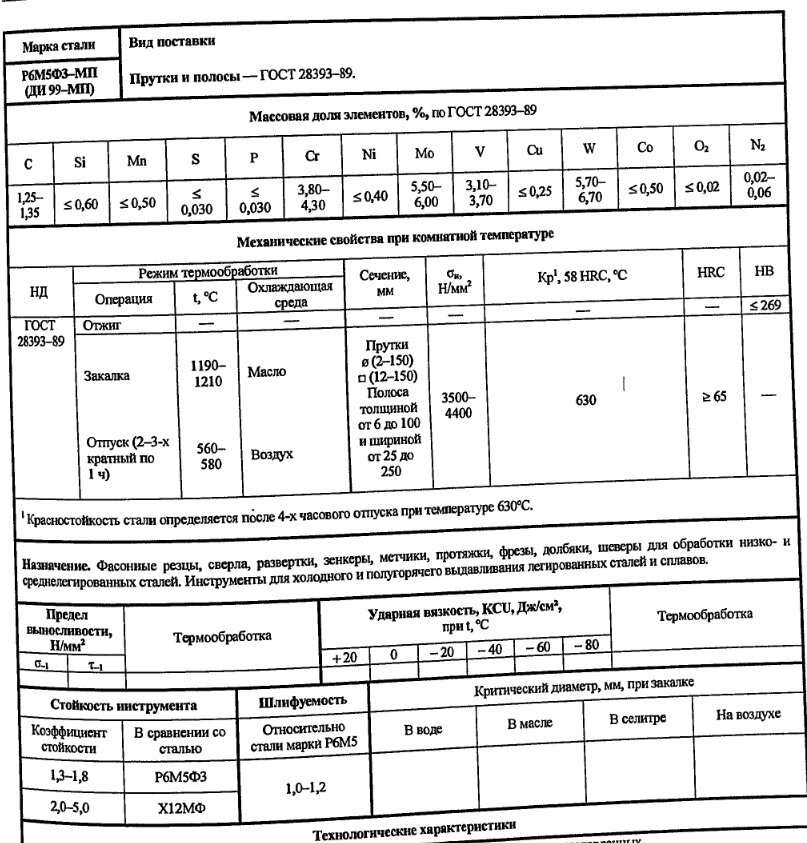
Рис. 13
Предел прочности стали изготовленной методом порошковой металлургии в 1,5 раза выше чем у стали Р18. Коэффициент стойкости так же в среднем в 1,5 раза выше, чем у аналогичной стали изготовленной по традиционной технологии. При этом нужно отметить высокую стоимость резцов изготовленных из порошковой стали , в связи со сложностью технологии изготовления, которая обуславливает высокую себестоимость такой стали.
В данной статье я постарался максимально подробно дать ответы на вопрос, что же такое быстрорежущая сталь, как она устроена и как самостоятельно при наличии определенного оборудования и опыта можно термообработать изделия, изготовленные из нее, для придания им высоких режущих свойств. Надеюсь, данная статья окажется интересной, а для кого-то и даже полезной. На все вопросы с удовольствием отвечу в комментариях.
С Уважением,
Инженер-металлург Орловский Станислав
23.06.2024